-
豪华私人船,多设施,旅行探险
-
快速水上运动艇,多用途
-
利用风力的船,多种用途
-
设备多样,功能全面
-
多样刺激,乐趣无限
-
船只停靠的场所,设施齐备










































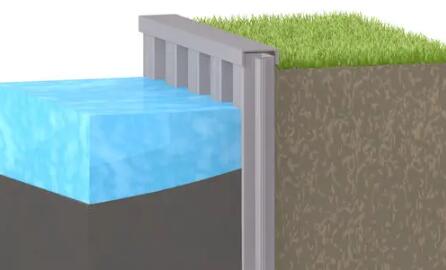







1. 江南体育网站是什么 安装工艺流程1、管道法兰、焊缝及其他连接件的安装符合安装位置符合设计要求,并不得紧贴墙壁和管架,朝向合理,便于检修。 2、管道安装的坡向、坡度符合设计要求。 3、管道穿越墙壁、楼板、屋面时穿越位置及保护措施符合设计要求。穿墙及过楼板的管道加有套管,但管道焊缝位于套管外。穿墙套管长度大于墙厚,穿楼板套管高于楼面或地面50mm。穿过屋面的套管有防水肩和防水帽;管道与套管的空隙用石棉和其他不燃材料填塞。 4、法兰连接的质量符合两法兰应平行并保持同轴性,螺栓能自由穿入,螺栓穿向一致,外漏长度相等。 5、阀门安装的型号符合设计要求,安装位置、进出口方向正确、连接牢固、紧密,启闭灵活,手轮、手柄朝向合理,阀门表面洁净。 2. 船舶建造工艺流程船舶制造工程主要有两个方向的专业:船舶制造方向和舾装方向。船舶工程技术培养掌握船舶驾驶和运输等方面的基础理论和基本技能,符合国家或国家颁布的相关职业标准,能从事海洋船舶驾驶工作的高级技术应用型专门人才。 3. 船舶舾装工艺流程船舶是由许多部分构成的,按各部分的作用和用途,可综合归纳为船体、船舶动力装置、船舶舾装等三大部分。可以看出船舶舾装在船舶中占相当大的比重。 现代造船技术,从造船的具体过程来说,通常采用船台建造或者船坞建造,整个工程分为不同的几个阶段: 准备阶段(包括放样,切割,加工),分段建造,总段船台/坞建造阶段,下水,舾装,海试,交船.涉及到船舶建造工艺,船舶舾装与机电设备安装两个重要学科。这里需要强调的是船舶舾装主要包括船装,机装,电装等系统及相关的管路,动力与控制装置的安装,例如包括舱室内装结构(内壁、天花板、地板等)、家具和生活设施(炊事、卫生等)、涂装和油漆、门窗、梯和栏杆、桅杆、舱口盖等.舾装作业面广,工程量大,舾装工程量通常占船舶建造总工程量的50%到60%,对复杂船型甚至更高. 为了减少船台/坞的占用周期,提高劳动效率,现在通常采用预舾装的办法.所谓预舾装就是将传统的码头,船内的舾装作业提前到分段,总段上船台(船坞)前进行的一种舾装方法.预舾装是在船体分段上船台(船坞)前将舾装件采用单元化预先组装.采用分段预装和总段预装的方法使得可以在地面上进行平行的分散作业 4. 江南体育网站是什么 安装工艺流程视频船用齿轮箱怎么调上挡快慢,一般情况下调整调节阀或把进油塞的密封圈更换就可以了。 5. 江南体育网站是什么 安装工艺流程图安装前,用毛巾清洁前玻璃。主要是去除旧雨刮器使用后留下的杂物和划痕。擦拭干净,然后将毛巾放在刮水器臂和玻璃接触点之间。主要是为了防止玻璃在安装过程中被意外损坏。 2.提起刮水器并打开顶盖。一些新的刮水器从两侧夹住它,盖子会自动弹开。具体怎么打开,自己观察 6. 江南体育网站是什么 操作规程船用安全网是预防坠落伤害的一种劳动防护用具,适用范围极广,大多用于各种高处作业。高处作业坠落隐患,常发生在架子、屋顶、窗口、悬挂、深坑、深槽等处。坠落伤害程度,随坠落距离大小而异,轻则伤残,重则死亡。安全网防护原理是:平网作用是挡住坠落的人和物,避免或减轻坠落及物击伤害;立网作用是防止人或物坠落。网受力强度必须经受住人体及携带工具等物品坠落时重量和冲击距离纵向拉力、冲击强度。 (一)船用安全网的质量检查 (1)安全网是涉及国家财产和人身安全的特种劳动防护用品,其产品质量必须经国家指定的监督检验部门检验合格并取得生产许可证后,方可生产。每批安全网出厂,都必须有监督检验部门的检验报告。每张安全网应分别在不同位置,附上国家监督部门检验合格证及企业自检合格证。同时应有标牌,标牌上应有永久性标志,标志内容应包括:生产企业名称、制造日期、批号、材料、规格、重量及生产许可证编号。 (2)安全网分为平网(P)、立网(L)、密目式安全网(ML)。安全网主要由边绳、系绳、筋绳、网绳组成。密目式安全网由网体、环扣、边绳及附加系绳构成。安全网物理力学性能,是判别安全网质量优劣的主要指标。其内容包括:边绳、系绳、网绳、筋绳断裂强力。密目式安全网主要有:断裂强力、断裂伸长、接缝抗拉强力、撕裂强力、耐贯穿性、老化后断裂强力保留率、开眼环扣强力尾阻燃性能。平网和立网都应具有耐冲击性。立网不能代替平网,应根据施工需要及负载高度分清用平网还是立网。平网负载强度要求大于立网,所用材料较多,重量大于立网。一般情况下,平网大于5.5kg,立网大于2.5kg。 (3)船用安全网主要使用露天作业场所。所以,必须具有耐候性。具有耐候性材料主要有锦纶、维纶和涤纶。同一张网所用材料应相同,其湿干强力比应大于75%,每张网总重量不超过15kg。阻燃安全网的续燃、阴燃时间不得超过4s。 (4)平网宽度不小于3m,立网和密目式安全网宽度不小于1.2m。系绳长度不小于0.8m。安全网系绳与系绳间距不应大于0.75m。密目式安全网系绳与系绳间距不应大于0.45m,安全网筋绳间距离不得太小,一般规定在0.3m以上。安全网可分为手工编结和机械编结。机械编结可分为有结编结和无结编结。一般情况,无结网结节强度高于有结网结节强度。网结和节头必须固定牢固,不得移动,避免网目增大和边长不均匀。出现上述情况,将导致应力不集中,直至网绳断裂。 7. 江南体育网站是什么 安装与调试装配工是指在工厂装配线(流水线)进行作业的工作者。不同公司、单位,装配工有不同工作安排。 一、船厂装配工主要工作内容如下: 工作内容 1、遵照船厂作业指导书及相关质量标准要求,进行零部件组装; 2、成品运行调试检验,产品包装发货; 3、遵守安全生产和防止各种违章操作; 4、检查本道工序加工质量,如实填写检验记录和工序流转卡; 5、完成领导交办其它的工作内容。 二、船厂装配工岗位要求如下: 1、机械制造相关专业中专以上学历; 2、具备较强的学习能力,具备较强的独立解决问题的能力; 3、身体健康,无犯罪记录,无传染性疾病,具有相关工作经验者优先。 8. 船舶轮机安装工艺长期以来,船舶管道因其数量庞大,种类繁多,繁琐的设计及制造过程而成为制约造船行业生产效率的关键因素。为了解决这一难题,我国的造船企业引进了国外的Tribon系统。但该系统只能呈现管道的三维模型,必须将其转化为二维视图才能满足实际施工的需要,图纸中不仅要使管道三维实体造型在二维视图中正确呈现,还要有清晰,准确,完备,符合工程规范的尺寸标注。如何将CAD、CAM等技术行之有效地应用到造船行业的管子生产设计流程中成为当前船舶制造工业的重要课题之一。 首先对国内外船舶制造,船舶管系设计和加工技术研究现状进行综述,接着对系统所采用的CAD技术、专家系统、成组技术、智能尺寸标注技术进行概述,然后经过需求分析,提出了系统的总体设计方案,并分别对系统的数据流、运行模式、功能模块进行了设计,确定了系统的工作流程并且划分了系统主要的功能模块。随后对管子信息数据提取方法进行研究并实现提取功能。根据Tribon系统提取的管道信息,利用专家系统、成组技术相结合的方式自动化生成管子二维视图;运用智能尺寸标注技术对待标注图形作包容性检查,进行分组和分层处理,经干涉性判断之后自动化生成尺寸标注。在对用户视图表达方案进行分析和讨论的基础上,运用ActiveX技术实现了用户视图的合理布局。设计符合企业实际情况的批量自动打印方案进一步提高整个自动化生成系统的效率。 船舶管系生产施工图自动生成系统已在实际的造船设计生产中得到应用,达到了提高生产效率和设计规范化程度以及缩短设计周期的目的。@ 9. 探讨船舶主机安装的工艺流程你好,我是轮机员。 船舶主机备车时:1检查:检查各油水柜的液位、温度等是否正常,尤其注意缸套水温度即是否在暖机,各港示攻阀是否在打开状态,主空气瓶压力等等;2压油盘车:压注汽缸油,合上盘车机进行盘车1~2圈,脱开盘车机;3冲车;4活车:关闭示功阀,正倒车各启动一次。一切正常后即完成备车可以转给驾驶台动车了。 10. 船舶电气设备安装工艺1.在柴油机装配之前,它的全部零件必须经过仔细的检查。检查的主要内容包括零 部件的尺寸精度,形状及位置公差、表面粗糙度等必须符合有关技术要求,防止有差错。 对于一些重要零件如曲轴、活塞和连杆更应仔细检查。 2.柴油机有的零件,尤其精密件,应经过清洗使工作表面达到清洗程度,在清洗中 发现零件有局部缺陷,应进行必要的整修,如用刮研,锉修方法加以消除后,再送去装 3.对于某些密封受压的零件(例如气缸盖、气缸套、活塞等),其受压空间或工作表面应经过液压试验,其试验部位和压力,可查有关柴油机说明书要求。 4.装配过程应严格按装配技术要求进行,并在每一顺序完工后进行检查验收,例如 装配间隙要求,必须符合“标准”要求,有时应采取各种措施,进行反复调整或修正, 达到“标准”要求为止,绝不能马虎从事,以免影响机器运行质量。 5.装配过程中,金属碎屑及其它杂物应清除干净,严防杂物遗留在机器部件中,同 时,所有螺栓、螺母应拧紧到规定要求,以免造成不必要的事故。 准备好酒该安装主机了。 主机机座的准备主机是通过垫片或减振器安装在船体基座上的,基座是与船体直接相连的支承座。 根据不同的机型,基座一般有两种形式。对于大型低速柴油机,没有单独的基座,机舱 双层底是由加厚的钢板焊接而成,主机的基座就落位在加厚的钢板上。中小型柴油机, 通常带有突出的油底壳,因此在双层底上还要焊接一个由型钢和钢板焊接起来的金属构 件。主机安装前,基座的准备包括:基座位置及外形的检验,主机紧固螺栓孔与固定垫 片位置的确定和基座上平面的加工。 |
| 上一篇:排水90度弯头有没有正反? | 下一篇:轮船是怎样通过大坝船闸的 |
| DNV船级社认证是什么意思? |
2023-03-16
|
查看详情 >> |
| 天海防务是什么公司(天海防务股份有限公司) |
2023-02-25
|
查看详情 >> |
| cape型船舶什么意思(cape船参数) |
2023-02-20
|
查看详情 >> |