-
豪华私人船,多设施,旅行探险
-
快速水上运动艇,多用途
-
利用风力的船,多种用途
-
设备多样,功能全面
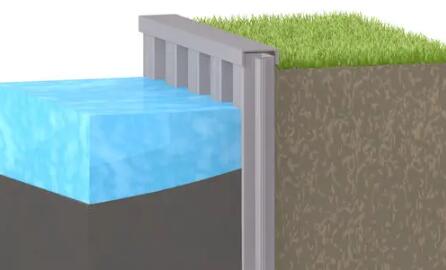
-
多样刺激,乐趣无限
-
船只停靠的场所,设施齐备

















































1. 造船工艺流程图解以造船材料的发展划分,船舶经历了哪些发展历程? 1.木船时代19世纪以前,船舶几乎都是木材建造的,然后用钉子钉起来。木船的制造工艺十分考究,从木料选择、配料断料、破板、装板、拼板,投船、打麻、油船到下水,要经过小十道工序。一般来说,钉木船会选择天然老龄杉木,而为了防止木船漏水,则会在打麻环节,将卷好的麻丝“三进三出”,最终和“油石灰”一起打碎在船缝中,最后再用“灰齿”将每道缝括平。郑和下西洋时乘坐的船是当时世界上最大的木船。 2.铁船时代 19世纪50年代开始进入铁船全盛时期,时间较短,仅二三十年时间;由于铁船在水中的浮力较大,一般不易下沉;长时间在海里面航行会容易被腐蚀。 3.钢船时代19世纪80年代开始至今(1879年世界上第一艘钢船问世),绝大部分船舶均采用钢材建造。对于钢制船舶,制造工艺经历了从铆接到焊接的发展。20世纪40年代以前都采用铆接结构,以后部分船舶采用焊接结构,50年代以后基本上都采用焊接结构。 2. 造船工艺流程图解高清难学,船舶工程技术主要学习: 工程力学、船体结构与制图、船舶电工基础、船舶与海洋工程材料、船舶原理、船舶焊接工艺、船舶设计基础、船舶CAD/CAM、专业英语、造船生产设计、船舶建造工艺、船舶舾装工程基础、船舶检验。学习的内容多,比较难学,需要有足够的耐心。 3. 船舶建造工艺流程图P&ID是processandinstrumentdiagram的缩写,中文名叫管道及仪表流程图;D&ID是ductandinstrumentdiagram的缩写,中文名叫风道及仪表流程图。D&ID是按照专业分工从P&ID中分离出来的。 4. 造船生产工艺及流程我国古代造船业非常发达,一直居于世界的前列。自新石器时代起,我国便产生竹筏、独木舟等原始船舶。直至秦汉时期,造船工艺才初具体系、渐趋成熟。 秦汉时期,我国造船业的发展出现第一个高峰。典型的代表作就是楼船。楼船是当时的作战用船,可称之为古代版“战舰”,因船上建有重楼而得名。据史料载,秦始皇曾派大将率领由楼船组成的舰队进攻楚国。在统一南方的战争中,秦始皇组织过一支能运输50万石粮食的大船队。 楼船的头部为方形,无帆,动力由两侧设计的划桨提供;每层都有防御矮墙,设置了发射弓弩的窗孔,方向和速度由舵和桨掌控,这是造船史上的重大突破,代表当时造船技术的最高标准。 汉代,以楼船为主力的水师已非常强大。《汉书•武帝纪》载,汉武帝曾在长安附近疏通水路,制造楼船,训练水军。其中最大的一条楼船叫“豫章号”,上有豪华的宫室,可以乘载万人。据说汉朝廷一次就能动用,由楼船2000多艘、水军20万人的巨型舰队。 舰队中,各种作战舰只配备齐全。先是冲锋船“先登”处于舰队最前列,接着狭长战船“蒙冲”冲击敌船,再者就是快船“赤马”,最后是最重要的船舰--重武装船“槛”,即上下都用双层板的楼船。楼船也是舰队的主力。 实际上,这一切除了秦汉时期强大的经济实力外,还仰仗于当时十分发达的交通运输网络以及积极的外交政策。 秦始皇一统河山后,以咸阳为中心修建海(河)陆交通要道,“东穷燕齐,南极吴楚”,沟通全国陆上交通。与此同时,还全部拆除了各诸侯领地内河渠上的截水堤坝及拦阻水道的设施,并以鸿沟为中心,疏通济、汝、淮、泗等水道。 此外,秦始皇还兴修吴、楚、齐、蜀等地区的水利,开凿灵渠联通珠江、湘江、长江水系,发展通航灌溉一体化;还派人出海,把内陆驰道与江、河、湖、海的航路衔接起来。这样一来,标志着全国一体的水陆交通网正式建立起来。秦始皇还极力推进航海事业的发展,统一六国后,他又几次大规模巡行,乘船在内河或海上航行。 刘邦建立汉朝后,制定休养生息的民生政策,国力大增。此时陆上丝绸之路出现很多不确定因素,为了尽快疏通通往西域的道路,汉武帝派张骞出使西域,派军驻守交通要道,但效果不理想。 南越国后归汉后,汉武帝拓宽海上贸易规模,海上丝绸之路开始兴起。以合浦为起点,途经南海,进入马来半岛、暹罗湾、孟加拉湾,最后抵达印度半岛南部的黄支国和已程不国,史称“徐闻、合浦南海道”。此后,这条航线成为西汉丝绸之路的最重要海路通道。 秦汉高度发达的造船业,为后世造船技术的进步奠定了坚实基础。三国雄踞江东的吴国,历史上就是造船业发达的地区。吴国造的战船最大的上下5层,可载3000名战士。吴国灭亡时,被晋朝俘获的官船就有5000多艘。 南朝时,江南能建造千吨级别的大船。为提高航行速度,南朝科学家祖冲之“又造千里船,于新亭江试之,日行百余里”。 这是一种装有桨轮的船舶,即“车船”,利用人力以脚踏车的方式推动船的前进。尽管不是很经济,但也为后来船舶动力的改进提供新的方向,在我国造船史上绝对值得一书。 5. 船的制造工艺流程红船制作方法,先准备好树木,用工具把木材据成船长,慢慢加工就成船了,打上桐油,船漆就可以了 6. 船舶建造工艺流程结构吃水是指该船船体结构所能承受的最大吃水(只与船体结构发生关系)设计吃水是指设计的时候(理论状态),此时空船重量等一些值都是估算出来的. 1W;3pN 满载吃水是指实际装满货时,所能达到的吃水.有些载运轻泡货的货船,为加大载运重货时候的载重量,以提高经济性,把吃水设计成可变的,在设计吃水之上还加一重载吃水线,结构设计时要满足这种吃水状态,此时的吃水称为结构吃水。 这种典型载况称为重载,对应的排水量称为最大排水量,也称重载排水量结构吃水是指该船设计时,船体结构所能承受的最大吃水,只在船舶结构设计过程中使用.设计吃水是指设计状态下,船舶满载时所对应的吃水,此时空船重量等一些数值都是估算出来的.满载吃水是指船舶建造完成后,满载时对应的吃水. 7. 船舶制造流程图工业源VOCs来源复杂,涉及行业众多、量大面广,包括石化、化工、工业涂装、包装印刷等行业,且物质品种多样,常见组分包括烃类、酯类、醇类、酮类、胺等。同时不同行业生产工艺差别较大,废气排放风量及浓度存在连续性、间歇性等不同排放工况,排放特征复杂多变。因此,传统针对SO2和NOx治理的方式和理念在解决当前VOCs污染管控问题时已经很难奏效,必须通过更加精细化、个性化的技术途径来解决VOCs治理问题,一厂一方案便成为了最佳选择。 环大气53号文:推行“一厂一策”制度 生态环境部在2019年6月印发的《重点行业挥发性有机物综合治理方案》(环大气〔2019〕53号)中明确提出深入实施VOCs精细化管控,推行“一厂一策”制度。 推行“一厂一策”制度。各地应加强对企业帮扶指导,对本地污染物排放量较大的企业,组织专家提供专业化技术支持,严格把关,指导企业编制切实可行的污染治理方案,明确原辅材料替代、工艺改进、无组织排放管控、废气收集、治污设施建设等全过程减排要求,测算投资成本和减排效益,为企业有效开展VOCs综合治理提供技术服务。重点区域应组织本地VOCs排放量较大的企业开展“一厂一策”方案编制工作,2020年6月底前基本完成;适时开展治理效果后评估工作,各地出台的补贴政策要与减排效果紧密挂钩。鼓励地方对重点行业推行强制性清洁生产审核。 VOCs“一厂一策”发展初步情况 2014年3月(上海市) 上海市发布《开展本市VOCs排放重点企业污染治理工作》,筛选全市VOCs排放量较大的150家重点企业,并要求其制定一厂一策并落实末端治理工程。随后在2015年,上海市持续深化减排工作,要求全市VOCs排放量较大的2000家企业实施VOCs减排并给予财政补贴支持,自此上海市VOCs一厂一策工作全面铺开。 2016年7月(广东省) 广东省生态环境厅发布《关于开展固定污染源挥发性有机物重点监管企业“一厂一策”治理工作的通知》,要求正式推进VOCs治理一厂一策。目前广东在该领域也积累了丰富的经验。 2016年8月(苏州市) 苏州市生态环境局发布《石油炼制、石油化工和合成树脂行业企业编制VOCs“一厂一策”提标改造方案》,正式在苏州市推进一厂一策工作。 2019年8月(国家层面) 生态环境部印发的《重点行业挥发性有机物综合治理方案》(环大气[2019]53号)要求,重点区域应组织本地VOCs排放量较大的企业开展“一厂一策”方案编制工作,2020年6月底前基本完成。 2020年6月(全国范围) 截止日前,除以上省市之外,山东、浙江、四川、福建等地逾百座城市陆续开展VOCs“一厂一策”减排方案编制及治理工作,VOCs减排“一厂一策”工作已在全国范围逐步推开。 《挥发性有机物综合治理一厂一策编制技术指南》团标获批立项,全国征集参编单位 VOCs一厂一方案编写的逻辑思路 编制挥发性有机物“一厂一策”,基本的逻辑思路是:首先要收集企业资料,其次进行现状排查并计算排放量,然后提出改造方案,最后总结VOCs达标排放及减排效果。这也是自2015年以来,一厂一策逐步推广积累起来的大纲编写要点和可供参考的统一模板。 那一份完整规范的“一厂一策”方案应包含哪些内容? 方案中的常见问题以及修改建议又是什么? 我们再来详细看看,先说说一厂一策编制大纲的要点详解: VOCs重点企业“一厂一策”编制大纲 编写步骤、大纲及要点 一、企业概况 应包括企业简介(即企业名称、企业地址、所属行业、投产时间、主要产品、生产规模、联系人信息等),厂区布置(即主要生产设施和辅助设施的布置,如生产车间、生产线、污水站、冷却水系统等,以及危险品、原料和成品储存和运输等,并附厂区地理位置图和厂区平面布置图)。 二、生产工艺 (一)生产工艺流程。主要介绍企业的生产工艺流程和VOCs排放的主要环节,附企业生产工艺流程图和VOCs排放节点。 (二)产品产量。说明企业的主要产品类型、生产能力及最近一年的产量。若不同的生产车间、生产线生产的产品或中间产品不同,应分别提供各生产车间、生产线的产品产量情况。涂装行业应重点说明涂装、流平、烘干工序产能及情况。 (三)原辅材料用量。应根据生产工艺流程,分生产工段详细描述主要原辅料类型及上一年的用量,并附原辅材料用量表。 涉及有机溶剂使用的企业应说明各工段有机溶剂(包括油漆、涂料)的种类、VOCs含量和用量。 有储罐的企业应说明储罐个数、储罐类型(包括卧式、拱顶、内浮顶、外浮顶)、存储的液体类型及其年存储量,说明储罐的维护保养情况,可附图片说明。 化工企业应说明管道、阀门、泵、压缩机、泄压阀、连接口、开口管、采样连接口等装置密封点个数,描述密封点的维护保养情况(如有无破损等),是否开展检漏维修(LDAR)等相关工作。有化工装置的企业应说明化工装置的开停工情况、排空方式、是否配备回收净化装置等有关情况。排空过程有监测的企业应提供监测浓度。 化工企业有污水治理设施的应提供污水治理的方法、是否加盖、敞开面积以及是否有废气治理等信息。 三、VOCs产排污环节及控制现状 (一)VOCs产生源分析。石化、化工类企业应分析有机液体储罐与调和挥发损失、有机液体装卸挥发损失、设备动静密封点泄漏、废水处理过程逸散、燃烧烟气、火炬排放、循环冷却系统释放、非正常工况排放、事故排放、采样过程、工艺无组织排放、工艺有组织排放等环节排放情况。溶剂使用类企业应说明溶剂存储、使用等过程VOCs排放各环节情况。 同时应说明企业生产线的管理水平、生产装置和生产车间的密闭状态以及生产线排口的废气收集情况,并附生产车间现场照片。 (二)VOCs控制现状。说明企业各车间排放口数量、高度以及排放的主要污染物种类等情况,企业各排放口的收集情况、废气来源;说明各车间排放口的治理设施情况,包括治理技术、设备型号、生产厂家、使用年限、治理的污染物种类、治理设施的维护保养情况。 对有组织排放口(若有治理设置,则对治理前、后)的废气排放情况进行检测或在线监测,评估污染物排放及其达标情况。检测/监测物种应包括非甲烷总烃、苯、甲苯、二甲苯、三甲苯等主要VOCs物种,同时对废气治理设施的运行状态进行同步监测(处理效率),检测或在线监测报告作为附件。 注:活性炭吸附装置应提供活性炭更换频次和处置方式等,燃烧法VOCs治理装置应提供燃料、燃烧温度等燃烧条件,需定期更换吸附剂、催化剂或吸收液的,需要提供详细的购买及更换台账、提供采购发票复印件。 四、VOCs排放量核算 以上一年生产经营活动规模数据,按照规定的估算方法,核算VOCs排放量。对涉及VOC排放的物料,编制物料平衡图(表) ,一般溶剂使用类企业都应做物料平衡。 五、已(拟)实施的VOCs综合治理方案 (一)源头控制方案 1、低挥发性原料调整 表面涂装行业鼓励使用水性涂料、高固份涂料、粉末涂料、紫外光固化涂料等,限制使用溶剂型涂料; 涂料、油墨和粘胶剂生产行业鼓励扩大低溶剂含量、低毒、低挥发性涂料的生产规模; 包装印刷行业醇性(无苯、无酮)油墨和水性油墨替代溶剂型油墨,印制铁罐使用含固体份高的UV涂料。 2、工艺调整 鼓励企业中VOCs排放量贡献大的生产环节向相对清洁的产业转移,逐步淘汰VOCs排放量大的生产环节; 表面涂装行业推广采用静电喷涂、高流量低压喷枪等涂装效率较高的涂装工艺; 涂料、油墨和粘胶剂生产行业加大生产装置和生产过程的密闭率,研磨、调漆等生产装置边缘的密闭率要求≥90%,鼓励采用密闭化一体化的生产技术; 包装印刷行业推广采用无溶剂复合工艺替代干式复合工艺。 (二)过程控制方案 应加强存储、装卸、使用过程的密闭性,无组织废气应收尽收,收集率不低于90%。 有机化工行业应加强阀门、法兰、泵和压缩机密封、泄压设备等设备的检修和维护,建立泄漏修复技术(LDAR),并制定泄漏检修计划,定期实施。 (三)末端治理方案 企业各生产车间和工艺环节的VOCs治理情况进行梳理,对无治理设施的车间和环节,制定并落实治理的技术方案; 已有治理设施但不符合国家、省挥发性有机物排放标准、技术规范及治理技术指南等要求的,应制定并落实技改方案; 已有治理设施且符合相关技术规范要求的,应加强排放监管,并按要求建立企业VOCs环境管理信息台账。 (四)日常监管方案 1、建立企业VOCs管理台帐 建立各企业VOCs相关信息管理台账并按年度更新,VOCs治理设施必须按照生产厂家提供方法进行维护,填写主要信息和维护记录。如:活性炭吸附脱附装置应提供活性炭更换频次和处置方式等、燃烧法VOCs治理装置应提供燃料、燃烧温度等燃烧条件。 2、提出企业VOCs排放自查方案 各企业应提出VOCs排放环节和治理设施的自查方案。有机化工行业应加强冷却塔、阀门、法兰、泵和压缩机密封、泄压设备等设备的检修和维护,建立泄漏修复技术(LDAR),并制定泄漏检修计划。 溶剂适用行业应建立VOCs溶剂管理台账和治理设施管理台账并定期更新。其中溶剂管理盖章每月记录使用涂料、稀释剂、固化剂、清洗剂等原辅材料的名称、厂家、型号、购入量和使用量等资料。编制过程中常见的问题汇总如下: 常见问题与建议 五、附注:上海地区VOCs2.0版本“一厂一策编制”大纲 众所周知,今年3月初,上海市生态环境局发布VOCs2.0版本的一厂一策编制大纲要求,具体要采用“方案制定+技术评估+跟踪推进”三段式渐进技术路线,企业方根据VOCs综合治理“一厂一方案(2.0)”编制大纲要求编制方案并组织实施,可以对比发现总体与上述VOCs1.0版本的编制大纲类似,但VOCs2.0版本特别是侧重了“VOCs综合减排”的内容要求,因此也可称是VOCs1.0版本的升级版本,更侧重VOCs的精准减排,进一步压实VOCs减排的潜在空间;此外,在管理模式上,上海生态环境部门组织行业专家对重点企业开展技术评估,确保企业治理措施的科学性、针对性和有效性;技术支持团队开展综合治理技术培训并跟踪重点行业企业VOCs治理成效,形成完全闭环的管理。 如下为VOCs综合治理“一厂一方案(2.0)编制大纲: 常见十大行业VOCs产废来源及特点 VOCs“一厂一方案”编制可参考 下文总结汇总电子行业、制药行业、涂料制造、油墨制造、胶黏剂制造、木材加工、家具制造、交通运输设备制造、皮革制造、制鞋业常见十大VOCs排放行业的VOCs产生来源及特点,针对VOCs一厂一方案编制中的VOCs产污来源及排放量章节,特别是目前上海地区推行的VOCs一厂一方案2.0版本的该章节编制,具有较大参考作用。此外,针对这些行业的VOCs工程治理方案,同样具有针对性的借鉴作用。 一、电子工业 电子产品类型主要包括电子专用材料、电子元件、印制电路板、半导体器件、显示器件及光电子器件、电子终端产品六大类。这六大类产品虽均属电子产品制造行业,但是由于他们各自的生产工艺不同,原辅材料不同,所排放的特征污染物及其浓度也不尽相同。 电子专用材料 电子专用材料是在半导体集成电路、各种电子元器件(包括有源及无源元器件、激光器件、光通讯器件、发光二极管器件、液晶显示器件等电子基础产品)制造中所采用的特定材料。 ①覆铜板 覆铜板生产工艺属于无水工艺,除冷却水、检验检测部门会产生少量污水外,其他生产流程不会产生污水。生产过程产生的污染物主要在废气方面,较多来自于使用丙酮、甲苯等有机溶剂的挥发。 ②电子铜箔 电子铜箔生产废气中的主要污染物为硫酸雾和少量苯。 ③石英晶棒(片) 石英晶棒及晶片加工过程中的切割工序中因柴油挥发产生少量VOCs。 ④电阻浆料 电阻浆料主要由导电相(功能相)、黏结相(玻璃相)和有机载体三部分组成。生产废气中的主要污染物为VOCs 、粉尘。 电子元件 电子元件一般包括: 电容器、电阻器、电位器、电感器、电子变压器、混合集成电路、控制元件、敏感元件、传感器等。 ①有机介质电容器 有机介质电容器纸涂漆、电容器表面涂覆处理时有VOCs废气产生。 ②铝电解电容器 铝电解电容器生产准备阶段要进行抛光处理, 去边缘毛刺时产生少量粉尘;铝箔腐蚀时会产生盐酸气体,切割会产生少量粉尘。 ③钽电解电容器 钽电解电容器的烧结过程与焊阳、阴极引线时有VOCs废气产生。 ④云母电容器 云母电容器生产过程中在老练过程中产生VOCs废气。 ⑤薄膜电阻 薄膜电阻在生产准备阶段要进行抛光处理,去边缘毛刺时产生少量粉尘;表面涂覆有VOCs废气产生。 ⑥玻璃釉电阻器 玻璃轴电阻器生产过程中,有机载体的制备、丝网印刷、烘干烧结及引出端焊接有VOCs废气产生。 ⑦金属箔电阻器 金属箔电阻器生产过程中的配胶贴箔工序有少量VOCs废气产生。 ⑧电感器 电感器在材料准备时会有VOCs产生,包括无水乙醇、丙酮、少量二甲苯等; 焊锡过程有废气与粉尘产生。 ⑨电子变压器 电子变压器在点胶和烘烤过程中有VOCs废气产生。 印制电路板(PCB) 印制电路板是电子设备中不可缺少的配件。根据印制板中导线图形层数不同有单面(仅一层线路)、双面(有二层线路)和多层(有三层以上线路)之区分,刚性和挠性板都有不同层数。 半导体器件 ①分立器件、集成电路 最常见的双极管之一的NPN 三极管流程主要工艺有:氧化、光刻、N 型外延、基区扩散、发射区扩散、Al 金属化、化学气相沉积(CVD)钝化层等步骤。工艺流程与集成电路生产工艺类似。 集成电路制造可大致分为各独立的“单元”,如晶片制造、氧化、掺杂、显影、刻蚀、薄膜等。各单元中又可再分为不同的"操作步骤",如清洗、光阻涂布、曝光、显影、离子植入、光阻去除、溅镀、化学气相沉积等。 由于半导体工艺对操作室清洁度要求极高,通常使用风机抽取工艺过程中挥发的各类废气,因此半导体行业废气排放具有排气量大、排放浓度小的特点。这些废气排放主要可以分为四类:酸性气体、碱性气体、有机废气和有毒气体。 酸碱废气主要来自于扩散、CVD 、CMP 及刻蚀等工序,这些工序使用酸碱清洗液对晶片进行清洗。目前,在半导体制造工艺中使用最为普遍的清洗溶剂为过氧化氢和硫酸的混合剂。这些工序中产生的废气包括硫酸、氢氟酸、盐酸、硝酸及磷酸等的挥发气,碱性气体为氨气。 有机废气主要来源于光刻、显影、刻蚀及扩散等工序,在这些工序中要用有机溶液(如异丙醇)对晶片表面进行清洗,其挥发产生的废气是有机废气的来源之一: 同时,在光刻、刻蚀等过程中使用的光阻剂(光刻胶)中含有易挥发的有机溶剂,如醋酸丁酯等,在晶片处理过程中也要挥发到大气中,是VOCs废气产生的又一来源。 有毒废气主要来源于晶体外延、干法刻蚀及CVD 等工序中,在这些工序中要使用到多种高纯特殊气体对晶片进行处理,如硅烷( SiH4) 、磷烷(PH3 ) 、四氟化碳( CF4 ) 、硼烷、三氯化硼等,部分特殊气体具有毒害性、窒息性及腐蚀性。 ②封装 封装指从晶片上切割单个芯片到最后包装的一系列步骤。 封装工艺产生的废气较为简单,主要是酸性气体、环氧树脂及粉尘。酸性废气主要产生于电镀等工艺;烘烤废气则产生于晶粒粘贴、封胶后烘烤过程;划片机在晶片切割过程中,产生含微量砂尘的废气。 显示器件及光电子器件 从产生污染的角度而言,显示器件的代表性产品为TFT-LCD (薄膜晶体管液晶显示器件),光电子器件的代表性产品为LED光电子器件。 ①TFT-LCD 完整的TFT-LCD 生产工艺流程主要包括阵列工程( Array) 、彩膜工程(CF) 、成盒工程(Cell ) 三大部分。 ②LED 电子终端产品 电子终端产品生产过程主要包括印制电路板(俗称板卡)、组装(板级组装)、整机装配和产品调试。 电子终端产品制造行业废气排放潜在的污染物主要是锡和锡化合物、铅和铅化合物及VOCs (苯系物与乙醇、异丙醇、丙酮等) 。 二、制药工业 制药行业属于精细化工行业,其特点为生产品种多,生产工序长,使用原料种类多、数量大,原材料利用率低,导致制药行业生产过程产生的“三废”量大,废物成分复杂,污染危害严重。制药工艺中往往需要采用有机溶剂对药品进行分离和提取,因此VOCs 是制药工业中最主要的大气污染物之一。 按生产工艺,制药可分为发酵类、提取类、化学合成类、制剂类、生物工程类和中药类。 发酵类 发酵类药品主要包括:抗生素、维生素、氨基酸和其他类。我国抗生素类药物品种齐全,主要优势品种有青霉素、链霉素、四环素、氯霉素、土霉素等产品。 发酵类药物生产过程产生的废气主要包括发酵尾气、含溶媒废气、含尘废气、酸碱废气及废水处理装置产生的恶臭气体。发酵尾气(包括发酵罐消毒灭菌排气)的主要成分为空气和二氧化碳,同时含有少量培养基物质以及发酵后期细菌开始产生抗生素时菌丝的气味。 分离提取精制等生产工序产生的有机溶媒废气(如甲苯、乙醇、甲醛、丙酮等),是主要的有机废气污染源。 化学合成类 其主要品种有合成抗菌药(如喹诺酮类、磺胺类等)、麻醉药、镇静催眠药(如巴比妥类、苯并氮杂卓类、氨基甲酸酯类等)、抗癫痫药等16个种类近千个品种。 化学合成类制药企业主要废气污染源包括:蒸馏、蒸发浓缩工段产生的有机不凝气;合成反应、分离提取过程产生的有机溶剂废气;使用盐酸、氨水调节pH 值产生的酸碱废气;粉碎、干燥排放的粉尘;污水处理厂产生的恶臭气体。 化学合成工序主要大气污染物包括颗粒物、氯化氢和氨等无机物,以及化学合成使用的有机原料和有机溶剂,如苯、甲苯、氯苯、氯仿、丙酮、苯胺、二甲基亚砜、乙醇、甲醇、甲醛等。 提取类 将生物体中起重要生理作用的各种基本物质(如氨基酸、多肽及蛋白质、酶、核酸、糖、脂等)经过提取、分离、纯化等手段制造药物。 提取类生产过程中的大气污染物主要来自清洗、粉碎、干燥和包装时产生的粉尘;在提取工段中常用的溶剂包括水、稀盐、稀碱、稀酸、有机溶剂(如乙醇、丙酮、三氯甲烷、三氯乙酸、乙酸乙酯、草酸、乙酸等),在提取、沉淀、结晶过程中均会涉及到有机溶剂的挥发,在酸解、碱解、等电点沉淀、pH 调解等过程中还会涉及到酸碱废气的挥发。 生物工程类 利用微生物、寄生虫、动物毒素、生物组织等,采用现代生物技术方法(主要是基因工程技术等)生产多肽和蛋白质类药物、疫苗等药品,包括基因工程药物、基因工程疫苗、克隆工程制备药物等。 生物工程类生产工艺废气主要来自溶剂的使用,包括甲苯、乙醇、丙醇、丙酮、甲醛和乙腈等,主要产污点为瓶子洗涤、溶剂提取、多肽合成仪等的排风以及实验室的排气、制剂过程中的药尘等。发酵过程中也会产生少量细胞呼吸气,主要成分是CO2 和N2。 中药类 以药用植物和药用动物为主要原料,根据国家药典,生产中药饮片和中成药各种剂型产品。 其中,核心工艺是有效成分的提取、分离和浓缩。根据溶剂不同分为水提和溶剂提取,其中溶剂提取以乙醇提取为主。 中成药生产废气主要为药材粉碎等工序产生的药物粉尘以及制药过程中使用的部分VOCs 的挥发,如乙醇等。 制剂类 用药物活性成分和辅料通过混合、加工和配制,形成各种剂型药物。制剂药物按剂型可分为固体制剂类、注射剂类和其他制剂类等。固体制剂类和注射剂类生产过程中废气污染源主要为粉尘。 制药工业大气污染物主要来源于化学原料药的生产过程,而其前20大品种化学原料药产量占24大类化学原料药总产量的80%以上。因此,控制前20大品种所涉及到的挥发性物质有重要作用。 制药企业使用频率前20位的有机溶剂 三、涂料制造 涂料生产中主要原料包括以下部分:成膜物质(基料)、溶剂、颜料、助剂。 (1)成膜物质:又称为基料,是使涂料牢固附着于被涂物体表面上形成连续薄膜的主要物质。常用的成膜物有醇酸/聚酯树脂、酚醛/氨基树脂、环氧树脂、丙烯酸树脂、聚氨酯、乙烯基树脂、纤维素类树脂、天然及合成橡胶等18大类。 (2)溶剂:主要包括有机溶剂和水,其主要作用是使基料溶解或分散成为粘稠的液体,以便涂料施工。一个涂料品种既可以使用单一溶剂,又可以使用混合溶剂。 (3)颜料:分散在漆料中不溶的微细固体颗粒,分为着色颜料和体质颜料,主要用于着色、提供保护、装饰以及降低成本等;包括无机颜料、有机颜料、金属颜料、珠光颜料和发光颜料等,大部分以无机颜料为主。 (4)助剂:助剂在涂料的贮存、施工过程中以及对所形成漆膜的性能有着不可替代的作用。常用的助剂有流平剂、增稠剂、表面活性剂、增塑剂、催干剂、固化剂、防污剂、脱漆剂等。 涂料类型可分为溶剂型、水性与粉末型。 溶剂型涂料 在涂料中使用的主要树脂为醇酸树脂、氨基树脂、丙烯酸树脂、酚醛树脂、环氧树脂、聚氨酯树脂等。 水性涂料 与溶剂型涂料相比,水性涂料主要是用水代替了大量溶剂。由于用水代替了溶剂,因此洗涤过程通常使用水,则增加了水的回用过程,但减少了溶剂使用。 粉末涂料 粉末涂料通常是由聚合物、颜料、助剂等混合粉碎加工而成。粉末涂料的制备方法大致可分为干法和湿法两种方法,干法涂料生产主要是熔融混合法;湿法工艺有蒸发法、喷雾干燥法和沉淀法。蒸发法是先配置溶剂型涂料、然后用薄膜蒸发、真空蒸馏等法除去溶剂得到固体涂料,然后经过粉粹、过筛分级得到粉末涂料,主要是丙烯酸树脂基粉末涂料生产,使用较多的是薄膜蒸发器和行星螺杆挤出机;喷雾干燥法则是先配置溶剂型涂料,经过研磨、调色,然后分别喷雾干燥造粒或者在液体沉淀造粒得到粉末涂料。 四、油墨制造 油墨主要由色料、连结料、助剂等成分构成。 我国油墨企业以印刷油墨为主,业内通常按照印刷方式将其分为平版油墨、凹版油墨、柔印油墨、凸版油墨等,其中又以平版油墨(胶印油墨)和凹版油墨为主,两种油墨产量分别占总产量的60%、20%左右,柔印油墨占7%、丝网油墨占7%左右。 胶印油墨 胶印油墨是浆状油墨的代表,平台机凸版油墨、丝网油墨和印铁油墨都属于浆状油墨。基于颜料滤饼特点,浆状油墨生产工艺可以分为干法生产和湿法生产。 凹版油墨 凹版油墨属于典型的液状油墨,柔版式和新闻油墨都属于液状油墨,粘度很小。通常不需要预先混合,而是直接砂磨或者球磨。根据溶剂使用特点,通常可以分为水基油墨和溶剂基油墨,以水或者醇类为主的溶剂,便形成了水基油墨。 五、胶黏剂制造 胶黏剂的品种繁多,成分各异,但都以黏料为主要成分,并由固化剂、增塑剂、稀释剂、填料以及助剂等配合而成。 溶剂型胶黏剂 投料过程反应釜置换废气经真空系统收集后排放是VOCs废气的一大来源,反应釜内的工艺尾气经装置顶部冷凝器冷凝,冷凝液回流入反应釜,不凝气的排空管是VOCs废气的另一排放源。包装方式采用一般货物溅水式灌装,包装口存在一定的敞开口。这是VOCs废气的第三类排放源。 水基胶黏剂 水基胶黏剂的生产工艺通常是采用乳液聚合法生成,即以水作为外相,单体在乳化剂或者表面活性剂和充分搅拌的情况,通过胶束分散于水相并发生增溶溶解。通过添加水溶性引发剂(如过硫酸钾等)后,一经加热,引发剂就开始分解并产生自由基,进而引发胶束中单体发生聚合或者共聚反应。 热熔胶 一般情况下,热熔胶的制备是先将反应釜加热到一定温度,把原料按投料顺序依次投入到反应釜内。经过加热和搅拌均匀,如果需要应抽真空和充氮气,达到出胶喉,放料进入挤出机。挤出机后,胶条通过同步牵引到水下起粒机。 六、木材加工 木材加工业,包括锯材加工、单板加工及人造板制造等。木材加工主要分为锯材、木片、单板加工及其它木材加工的木材加工;人造板制造包括胶合板、纤维板、刨花板等。 木材加工行业中,VOCs排放以人造板制造为主。人造板生产所用原料包括木材类原料和非木材类的一年生与多年生植物纤维原料,这类原料是构成人造板的主要原料;还包括用于将纤维质原料重组复合胶接在一起形成人造板材的胶接材料-胶黏剂;以及为赋予人造板材不同性能而添加的各种辅助材料,包括防水剂、固化剂、阻燃剂、防腐与防霉剂、填充剂等。木材加工企业常用的有机溶剂包括:脲醛(树脂)、酚醛(树脂)、甲醛、三聚氰胺以及苯系物等。 人造板加工行业VOCs废气主要来源于以下环节:(1)胶合板VOCs的排放主要在单板干燥过程及制胶、施胶、热压过程;(2)刨花板主要为涂料、热压和锯边过程中产生的甲醛等;(3)中密度纤维板有机废气主要包括热磨制浆过程产生的有机废气、施胶和纤维干燥过程产生的有机物、纤维板热压过程产生的有机废气。 七、家具制造 家具制造业中,以木质家具、金属家具和软体家具的产量最大(占家具总产量的95%左右)。木质家具主要部件由木材或木质人造板材料制成的家具;金属家具主要部件由金属材料制成的家具;软体家具主要部件一般采用弹性材料和软质材料制成的家具。 家具制造企业主要的VOCs排放产生于调漆和涂装环节,常见的有机化合物包括:苯、甲苯、二甲苯、醋酸丁酯、丙酮、丁酮、环己酮、丁醇、甲基异丁基酮、醇酸丁酯 。 八、交通运输设备制造 交通运输设备制造过程中最大的产 VOCs 环节是涂装工艺。底涂普遍采用阴极电泳涂装,中涂、面涂少数企业使用水性涂料涂装,多数为溶剂型涂料涂装。 汽车制造 汽车涂装生产中电泳底漆烘干、中涂、色漆和清漆喷涂及烘干过程均排放大气污染物。其中50%来自于中涂、色漆和清漆,30%来自于清洗溶剂。车身密封和喷蜡过程由于PVC和防护蜡固化率高,不易挥发,污染物排放量相对较小。在中涂、色漆和清漆作业过程中,约80~90%在喷漆室和流平室排放,10~20%在烘干室中排放。 船舶制造 自行车制造 自行车涂装生产中喷底漆、面漆及干燥烘干过程均排放大气污染物。在喷涂烘干阶段作业过程中,约65~70%在喷漆工段排放,20~30%在烘干工段排放。 九、皮革制品制造 皮革制品制造包括皮革服装制造、皮箱包(袋)制造、皮手套及皮装饰制品制造、其它皮革制品制造等几大类,生产过程中产生的污染物主要为大气污染物。其中,箱包生产排放的大气污染物较严重。 皮革制品制造业产生的有机废气主要来源于粘合、烘干、清洗等工序,特征污染物有甲乙酮、丙酮、乙酸乙酯等。因各企业使用的原辅材料及采用的工艺流程有所差异,可能存在的污染物还包括正己烷、二氯甲烷、二氯乙烷、三氯乙烯、异丙醇等。 十、制鞋业 制鞋生产过程主要包括鞋面的加工和鞋底加工,再经流水线成型组合。 污染物主要是有机废气,产生有机废气的工序主要有: (1)鞋面商标印刷时,油墨挥发产生的有机废气,油墨主要成分是色料,其稀释剂一般为苯类、烷烃类和酮类,在油印干燥过程该有机溶剂成分挥发进入周围环境; (2)鞋面材料高频压型工序产生的废气,皮革高频产生的废气属恶臭气体范畴。 (3)鞋底材料EVA(乙烯-乙酸乙烯酯共聚物)、MD(或PHYLON)发泡过程,TPR(热塑性橡胶)、PVC(聚氯乙烯)注塑加热状况下产生的有机废气,该气体属高分子聚合物受热发生分子降解,释放出单体式低聚物,降解量与温度、加热时间相关,有机废气主要成分为单体式低聚物、烯烃等。 (4)鞋底喷漆过程一般采用溶剂型油漆,该有机成分芳香族树脂与苯溶剂的混合物,主要用于PVC、塑料、橡胶等材质的喷漆,在使用过程中苯溶剂全部挥发进入大气。 (5)鞋底中底贴合、鞋面鞋底粘胶成型过程使用的粘胶剂,最初粘胶剂所使用的溶剂是苯,后改用甲苯作溶剂。同时还有使用酮类酯类做溶剂的聚氨酯胶粘剂。由于粘胶剂中有机溶剂含量较高,所以是制鞋过程中有机废气排放最多的环节。 8. 造船工艺流程示意图所谓水密隔舱,就是用水密隔舱板把船体分隔成互不相通的一个一个舱 区,这是中国古代造船工艺上的一项重大发明。 中国船舶设置水密隔舱的传统,最早可上溯到殷商的甲骨时代。专家们 解释说,甲骨文的象形文字“舟”字,就是用横舱壁将船体分隔成几个舱, 它足以证明当时人们对船这一交通工具已有一定的了解。 到了晋代,则有水 师用的“八槽舰”。人们将船体沿长向分隔成8个舱。从出土的唐代古船上也可看到唐代水密隔舱的技术。 宋代出土的泉州古船,水密隔舱工艺又较前进了一步。船上的横舱壁, 由在底部和两舷的肋骨以及甲板下的横梁予以环围,这样既有利于水密性, 又增加了结构的强度,真是一举两得。 隔舱舱板与船壳板用扁铁和钩钉钉联,隙缝用桐油灰填实,具有严密的 隔水作用。1982年,在泉州法石发现另一艘南宋海船,也是采用水密隔舱结 构,它的隔舱舱板同船壳板之间用铁方钉和木钩钉钉合在一起。 9. 造船生产流程1、在薄铁片上把船的形状先画出来。 2、用美工刀把画好的船体,裁剪出来。 3、用易拉罐的盖子制作一个螺旋桨。 4、把制作好的螺旋桨,插入船体中。 5、把发动机装在船体上。 6、把电池座和电池安装在船体上。 7、为小船安装方向板。 8、最后就可以下水试航了,这样就完成了。 |
| 船舶买卖合同协议书怎么写? |
2024-03-15
|
查看详情 >> |
| 船舶过户流程? |
2024-03-14
|
查看详情 >> |
| 海运国际租金(国际海运费) |
2023-03-16
|
查看详情 >> |