-
豪华私人船,多设施,旅行探险
-
快速水上运动艇,多用途
-
利用风力的船,多种用途
-
设备多样,功能全面
-
多样刺激,乐趣无限
-
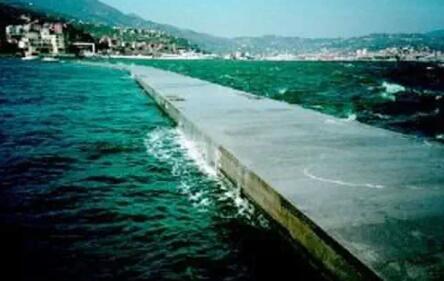
船只停靠的场所,设施齐备

















































一、轴承钢打刀怎么样?轴承钢的硬度牛逼,但韧性稍差,比较适合做短刀,不适合做长剑。同时轴承钢加工费劲,他的钢材硬度相对比较高,在锻打过程中很容易出现报废的情况,但是如果一般成功的做出了刀剑,他会有很高的硬度,以及锋利度。 总体来说轴承钢 防锈相对来说好一些,硬度也比较高,而且钢质精密,打磨镜面简单。 二、轴承钢做刀与A8b钢做刀的区别?答:区别在于1轴承钢刀硬度比较硬,但韧性较差,不好磨砺,适用厚刃砍刀。2A8b钢刀出块硬度稍低些,适用薄刃切菜刀,好磨。 三、轴承钢做刀优缺点?轴承钢做刀的优点是强度高、硬度高、疲劳强度高,使用寿命长。缺点是需要回火退火等一系列的热处理,生产成本高,韧性不好,不宜开刃,就是不锋利。 长刀回火到53-55就行了,短刀可以到55-58另外跟你刀刃开锋的角度也有关,短刀主要用来切割,刮削,刀刃也可磨到15度,长刀主要用来砍劈刃可以开到30度甚至更大些。 四、自己用轴承钢制造刀的时候注意什么?用轴承钢做的刀,比较锋利.一般采用热锤打方法.且温度较高才行.通俗地说,火红时才能打制,一旦暗了,必须停火.否则易断,及开裂 五、轴承钢打刀技巧?只有先退火处理,然后打制成形后再进行淬火处理。 六、打刀是轴承钢好还是弹簧钢好?弹簧钢好,因为有良好的韧性和较高的硬度,做刀是很适当的材料。而轴承钢较脆,不适于做刃具。 弹簧钢适合做夹具类的 因为它具有弹性,热处理淬火正火后硬度可到50度以上。 七、“轴承钢”做刀锋利吗?锋利 注意事项:1.轴承钢打刀不容易,需要用风锤火炉,用氧气乙炔手锤来做,动锤过程中稍不注意,钢材便得断裂,那就变废了。 2.这个还请注意,不能象其他钢材锤到火色变得太暗。锻造方法: 1、 焊件焊口不打坡口,点固时留有3公厘左右的缝,三点点固焊。2、开焊,我用的是普通2.5焊条,开始我在中线偏前2厘、点固处的背面起焊, 换焊条时得到了5厘米左右的底焊,再翻过来从两边施焊,也是一边焊了一条焊条后便移到另一个边,这样便得到了前后不相交、焊面不同面的15厘米长的焊缝,接下来翻面,把剩下未焊的焊缝焊上,头一焊是从先焊的中间处起焊的。3、接下来便是翻来覆去把两边的未焊的焊缝焊接好(焊一条焊条换一个面), 注意,这仅仅是打底的焊,之前和下来焊接的焊缝不打渣,以免冷却太快,再下来便是清理好焊渣进行两边的覆盖焊了,方法如前。所有的焊接用的电流尽量低,以能起弧就好。八、什么样的钢打刀最好?如果是制作“打刀”的话,自然是日本本土低温炼钢法炼成的玉钢, 道具是受管制的,除非做菜刀。不锈钢当然不锈,但是锋利程度和强度很差。考虑锋利的话可以用刃具钢,如T12等,或者用弹簧钢、热强钢。钢材如已经购买,只能加夹条处理,不可能重新冶炼。 不锈钢,进行固溶处理刀最容易生锈,因此选择不锈钢,可以尽量避免刀的锈蚀,且美观大方要对不锈钢进行强化处理,常用的是固溶处理,需加热到1000度以上进行 |
| 国外焊钢船(焊船视频) |
2023-03-28
|
查看详情 >> |
| 内河小钢船(内河钢船建造规范) |
2023-03-28
|
查看详情 >> |
| 双体船是怎样的?(双体船视频) |
2023-03-28
|
查看详情 >> |